

电话:联系人:
13714630748(白先生)
18124150753(王先生)
屏幕修复专线:13145848466(潘生)
传真:0755-85279156
邮箱:ckdseiki@126.com
地址:深圳市龙华区大浪街道浪静路美诚工业园
不同功率、速度、焦距对切割效果的影响
发布时间:2023-04-08
功率是影响切割重要的因素之一
激光切割过程中,除了要考虑切割速度、被切材料的种类和厚度等因素外,还应考虑被切材料的材质、形状和角度等因素。
为了提高切割质量,还应尽可能选择最佳的切割功率。
在机械制造和修理中,常常会遇到各种不同材质的工件,这些工件除了尺寸较大、形状复杂外,还具有材质较软、强度较低等特
点。在这些工件的加工过程中,需要根据材料的特性选择相应的机械加工方法。例如,钢板的硬度较高,因此在切割时应选用切割机
功率大切割速度快;而对于铝合金等材质而言,硬度较低,因此在切割时应选择功率小、切割速度慢的切割机。
在恒定速度改变功率时,切割的深度会随着功率的加大而逐渐加深。在切割过程中,应根据被切材料的种类、厚度和切割速度确定最
佳的功率,这样才能获得最好的切割效果。
下面我们展示一下不同功率切割木板效果的影响
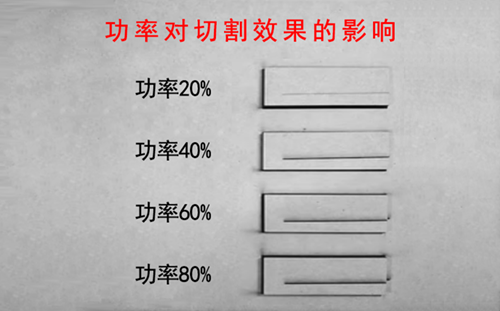
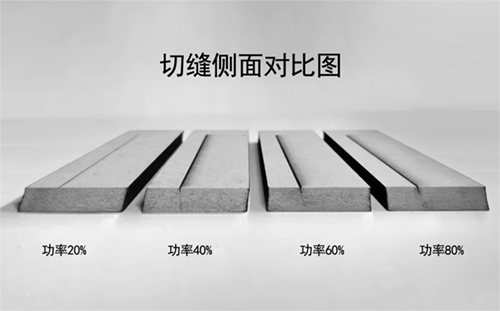
由此可得出结论:功率越大切割深度越深;功率越小切割越浅。
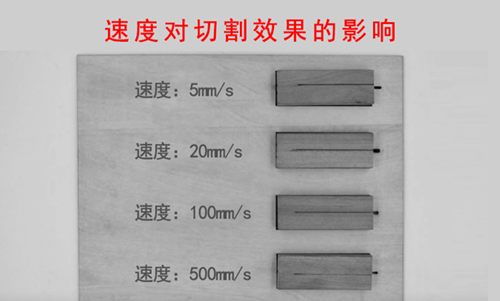
速度对切割效果的影响
在切割过程中,随着速度的增加,切割表面会变得越来越光滑,但这只是相对于切割速度而言的,切割速度越快,其表面粗糙度越低,
但从表面上看去仍存在有一定的粗糙度。
在不同的切割速度下,被切割材料的热影响区会发生变化,而且这种变化也与材料本身有关。在常温下,当切割速度较低时(≤5m/s),
被切割材料的热影响区变窄,表面变得光滑。对于一些有特殊要求的材料(如不锈钢、钛合金等),应适当地调整切割速度。如果在相同
条件下,对钢板进行多次重复切割时发现有个别切口不光滑时。
由此我们得出结论:速度越快,切割越浅,效率越高;速度越慢,切割越深,效率越低
焦距对切割效果的影响
激光焦距,是指激光光束从一点到另一点的最远距离。它反映了激光束光轴与物镜光轴的关系。
根据光学系统焦距公式,在激光放大倍数不变的情况下,焦距越短,放大倍数越高,焦距越长,放大倍数越低。但是对于普通的激光放大
倍数而言,焦距在数值上几乎不变。
在一定条件下(如:光学系统参数相同),焦距越短,焦深越长,反之则短;
当激光聚焦在透镜的焦点上时,激光焦点到透镜中心的距离称为焦深(即为激光束在透镜中的光心距)。
当焦深不变时,焦距越短,焦深越长。
镜头焦距倒数之比称为变倍比或变倍系数。
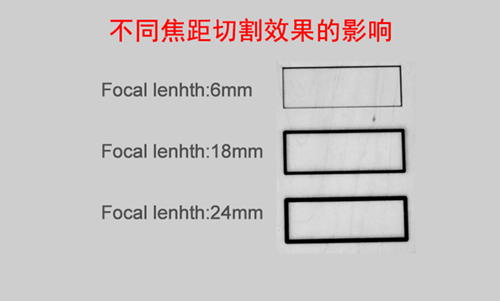
由此可见;1.随着焦距的增大切缝会越来越宽 2.切割的深度随着焦距的变大而变浅
- 上一篇: 学会这几个小技巧,激光切割时省时又省料?
- 下一篇: 怎么理解零焦点,零焦点如何找?


